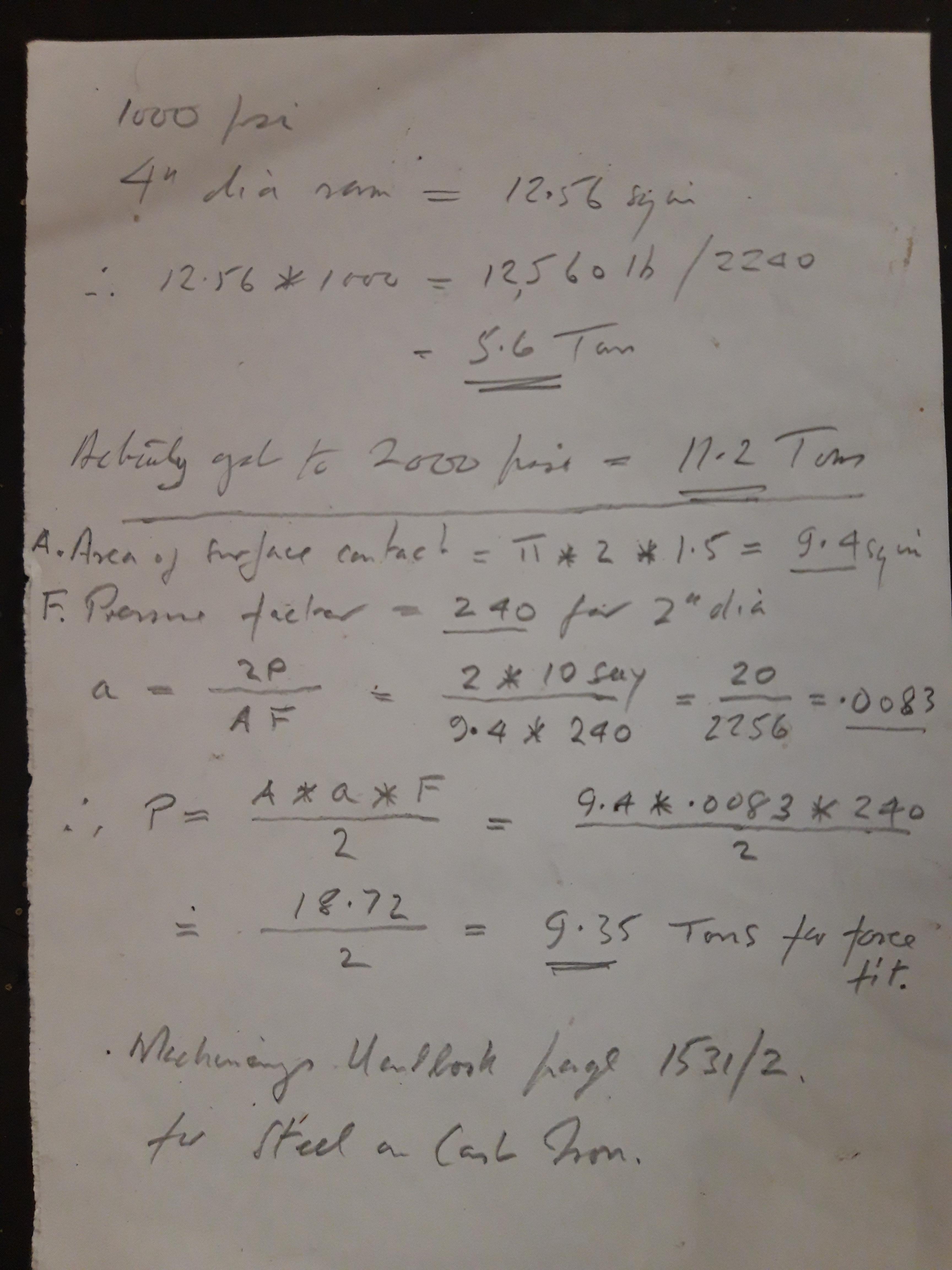
In parallel to the electronic shenanigans for CNC, Bob has been applying the Mk.I grey matter to the problem of calculating the pressure required to force the crankshafts into the flywheels. For those of you who went to the old school, details are in the picture.
For those who didn’t, the upshot is that the hydraulic press we have is up to the job. We need 9.35 Tons to force fit the crankshaft. We tested the press to 11.2 Tons with some way to go. Always a tense moment though with the odd creak going on!!