The drive pin showing off the lovely finish, the ball it fits and the sleeve in the background. (Albeit upside down). Just a case of removing it from the carrier and pressing it into the crank assembly.

The drive pin showing off the lovely finish, the ball it fits and the sleeve in the background. (Albeit upside down). Just a case of removing it from the carrier and pressing it into the crank assembly.
Down to size and a very nice finish to boot. The cylindrical grinder did a good job on the sleeve drive pin, which now fits the ball on the sleeve a treat.Hardened steel grinds better and I will be making more use of this machine in future.
I hadn’t done much grinding before, but this has inspired me to get the 3-phase supply sorted for the Jones & Shipman 540 I have languishing in the garage.

Well not really. Much as this looks like a cool cocktail, it’s the sleeve drive pin being quenched. The whole jar became too hot to handle, so there was plenty of heat in the pin. Rock hard! Now to temper it.
When it had come to a reasonable temperature, we gave it a wipe and warmed it up again – this time to a dull red. From there into the oven at 200°C for an hour, before allowing to cool slowly.
Next up, it grinding to size on the cylindrical grinder.

Phase 1 of hardening the sleeve drive pin is to get it to a bright red heat. The butane blowtorch I tried wasn’t enough for the job, so I I bought a butane/propane mix. That was much better and with a few bricks around to reflect the heat it was soon glowing.
The photo looks like a space raygun about to vaporise something. Maybe I watch too much SciFi?
Next to quench it in oil.

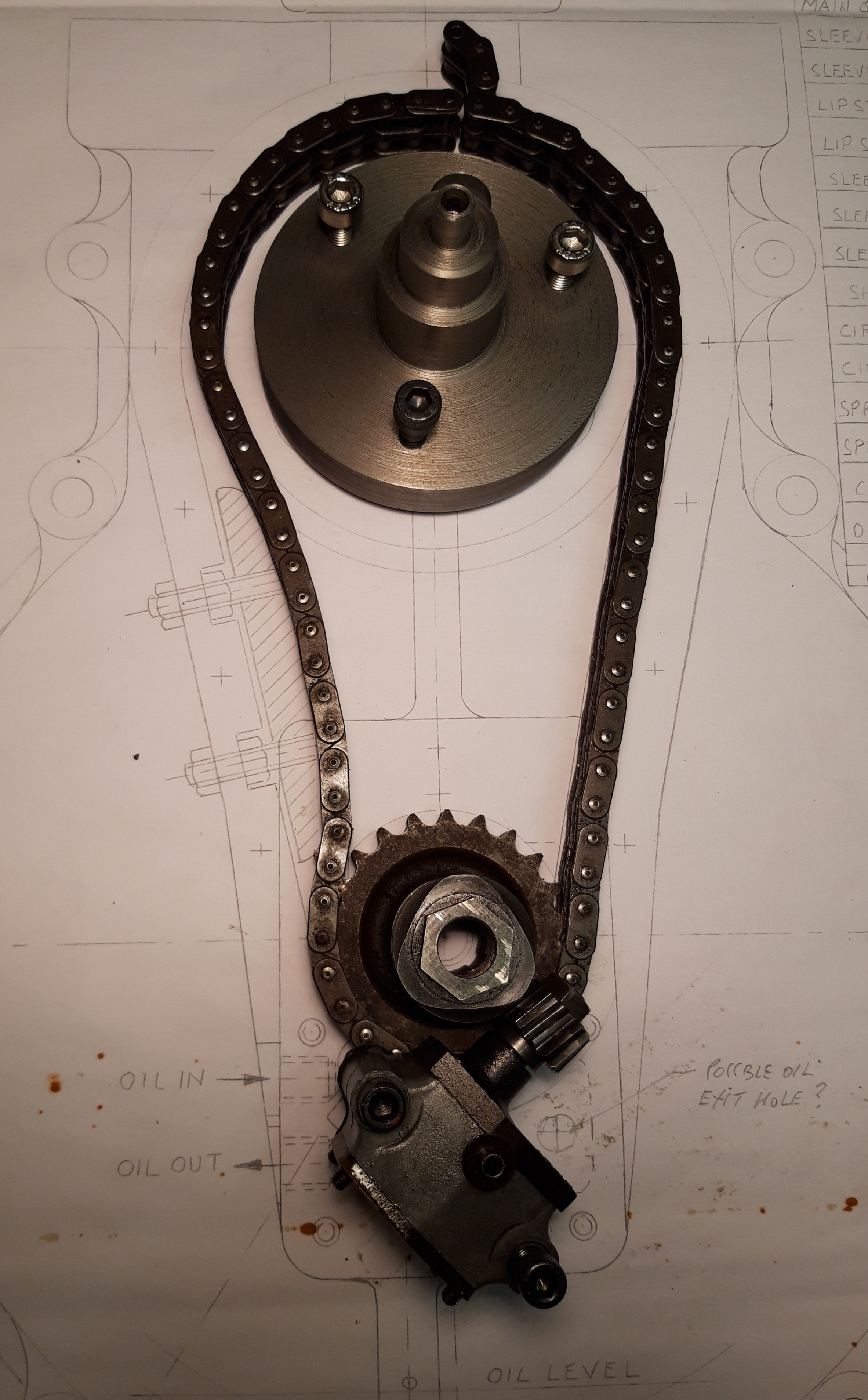
Whilst I’m press hunting attention has turned to completing the sleeve drive. I haven’t bought any sprockets yet, but with an old one laid over the drawing along with some chain it began to get real.
Bob put the sprocket carrier / sleeve drive crank we made at the top and overlaid the oil pump and worm at the bottom. So the sleeve drive assembly looks pretty complete, certainly enough to see how it’s all going to work.
Some thought and effort has gone on in the background, working out how to set the valve timing. Then how to adjust the valve timing after that! Using 22/44 toothed sprockets and 3 fixing bolts, we’ll have a vernier adjustment to fine tune jumping a tooth.
Bob has devised a 9 hole mounting pattern that allows timing adjustment down to 0.9°. That should do it!