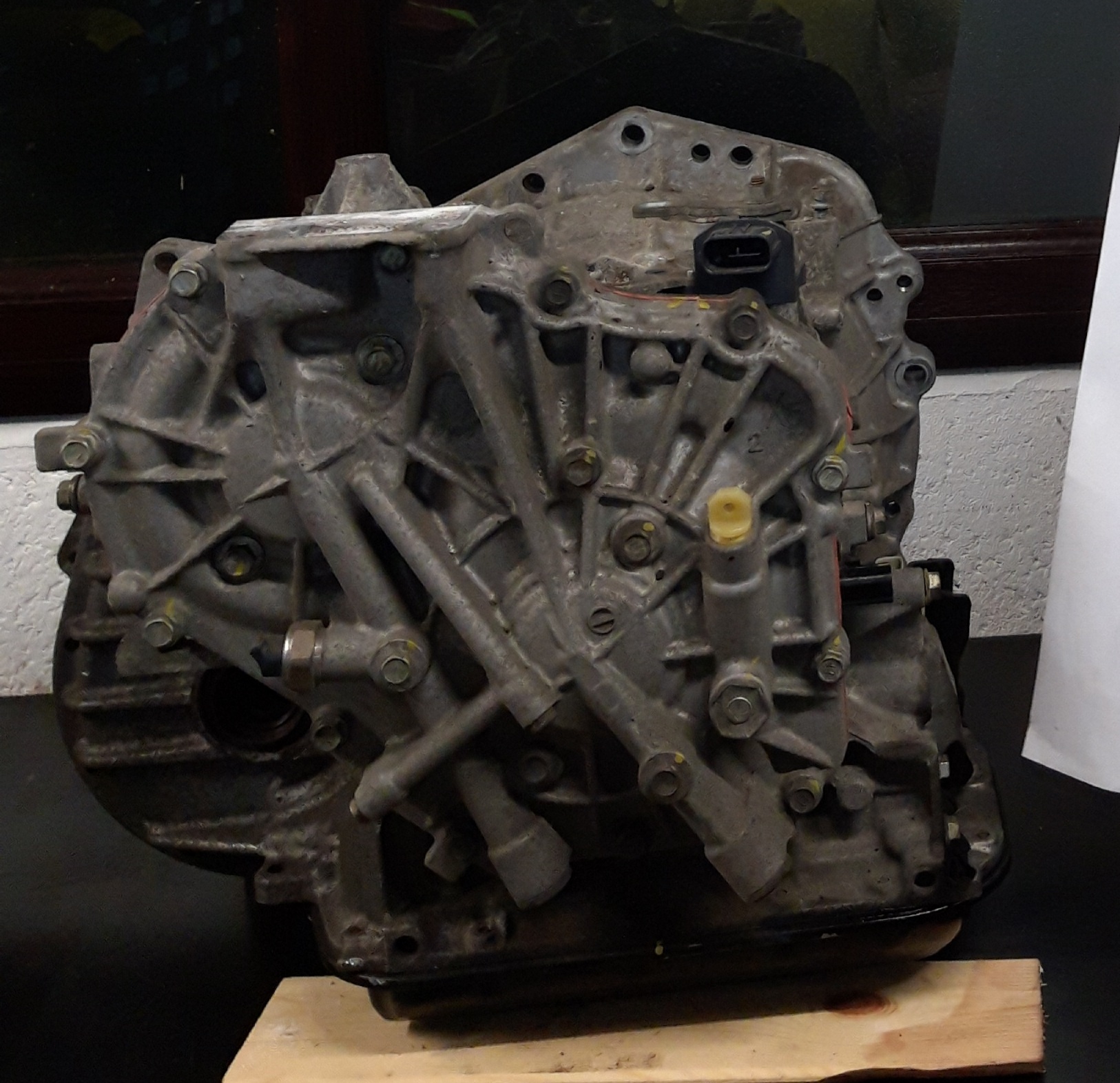
I picked up a gearbox for the project and now have a whole series of fresh challenges! The Toyota iQ box is a novel CVT, with an ECU ensuring the pulleys extend between four fixed ratios. The effect is like a 4 speed automatic, but achieved without any actual gears.
I could have taken the easy option of using a standard clutch and a brit bike or Harley box. However, if I did that anyone looking would recognize it straight away. The idea is that you look at the engine and wonder what the hell it is, and wherever else you look there are no more clues!
The fluid flywheel (on the other side) means the whole assembly is there, ready to rock. I just have to figure out how to drive it, and knock up some electronics. Easy right?? Hmm…