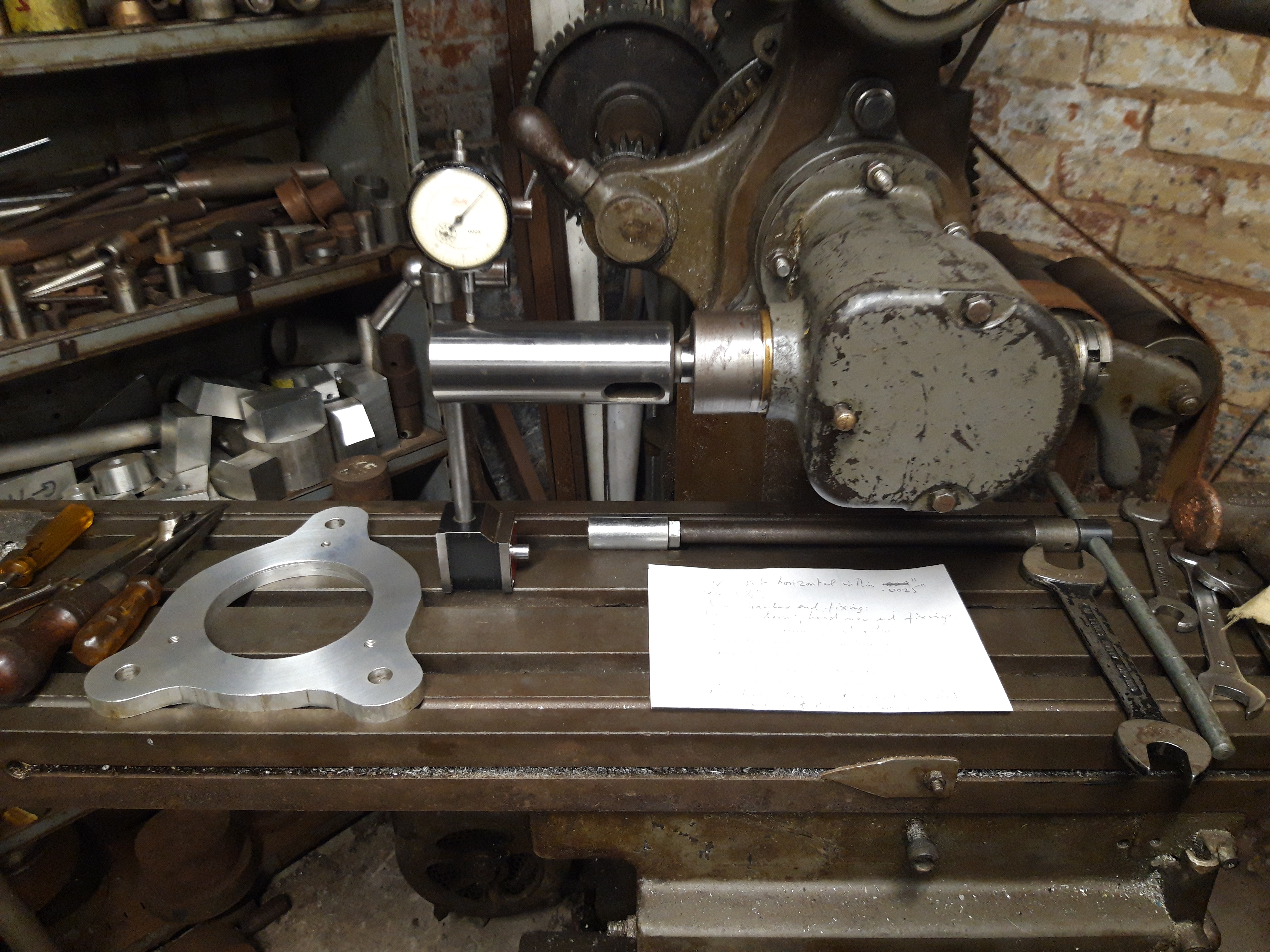
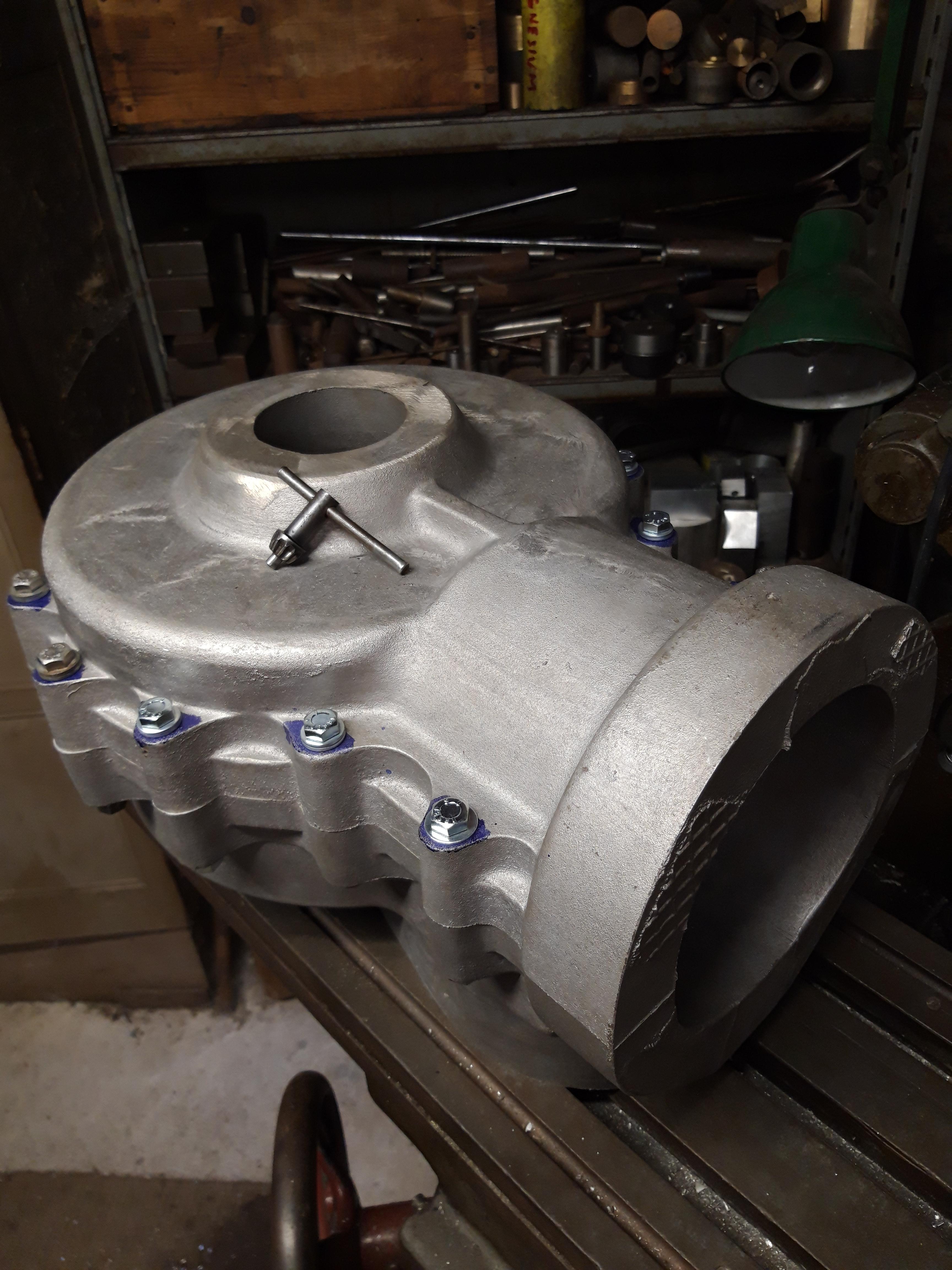
Drilling the compression plate using the rotary table. The bottom of the barrel isn’t round, but rather a series of flats like an octogon. No idea why, that information Sir Roy probably took to his grave.
Anyway, the outside edge will be milled out to a round profile using the rotary table. It’s been a bit of a pain, taking longer than anticipated. But soon it’ll be all done and ready to transfer the hole markings to the cases.