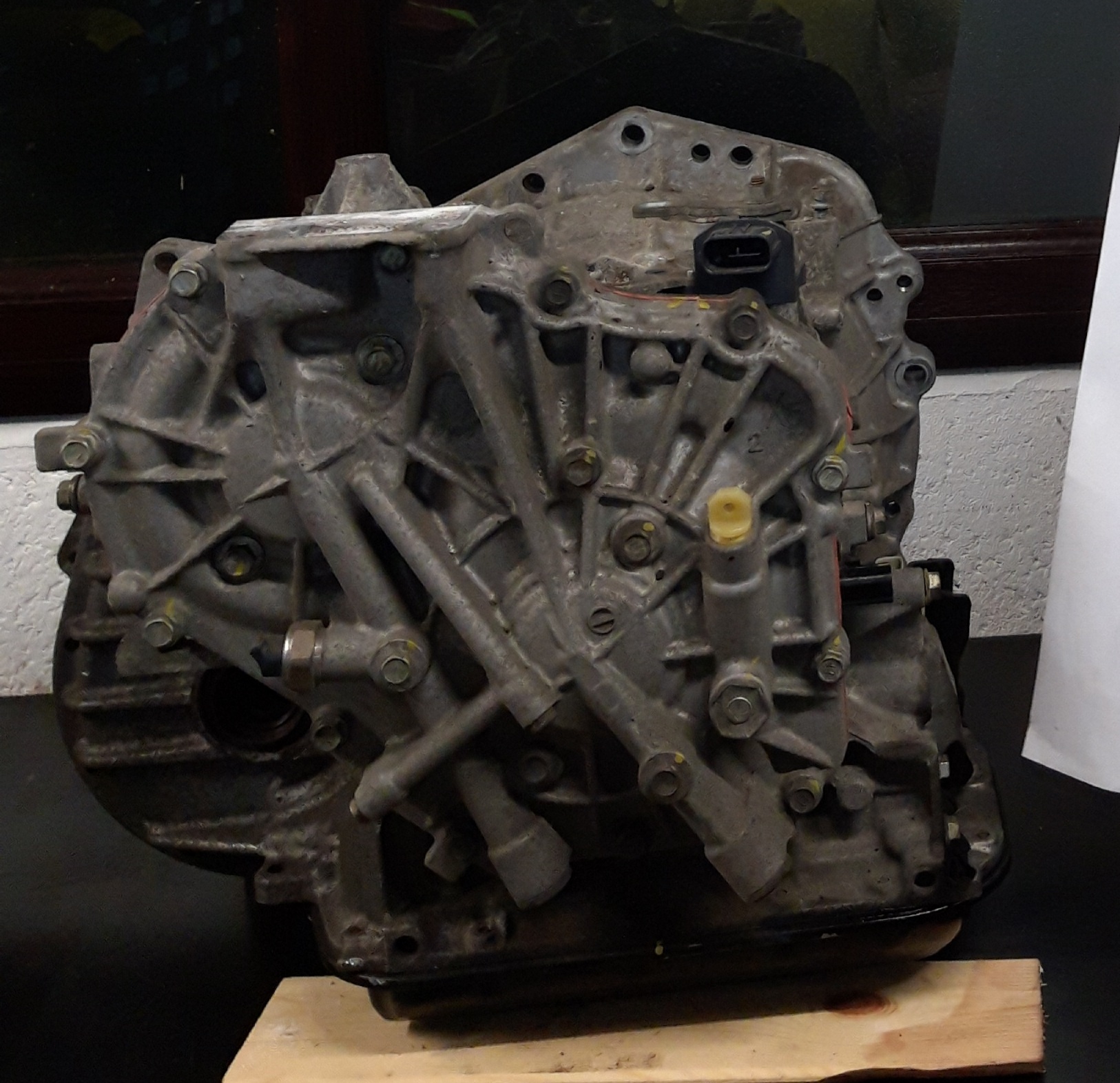
So my trusty bench is going to become a test bench, for real! Nick asked whether the new gearbox would fit on the Churchill lathe. His idea is to make the control electronics and troubleshoot now, rather than when it’s all together in the bike frame. Makes sense to me.
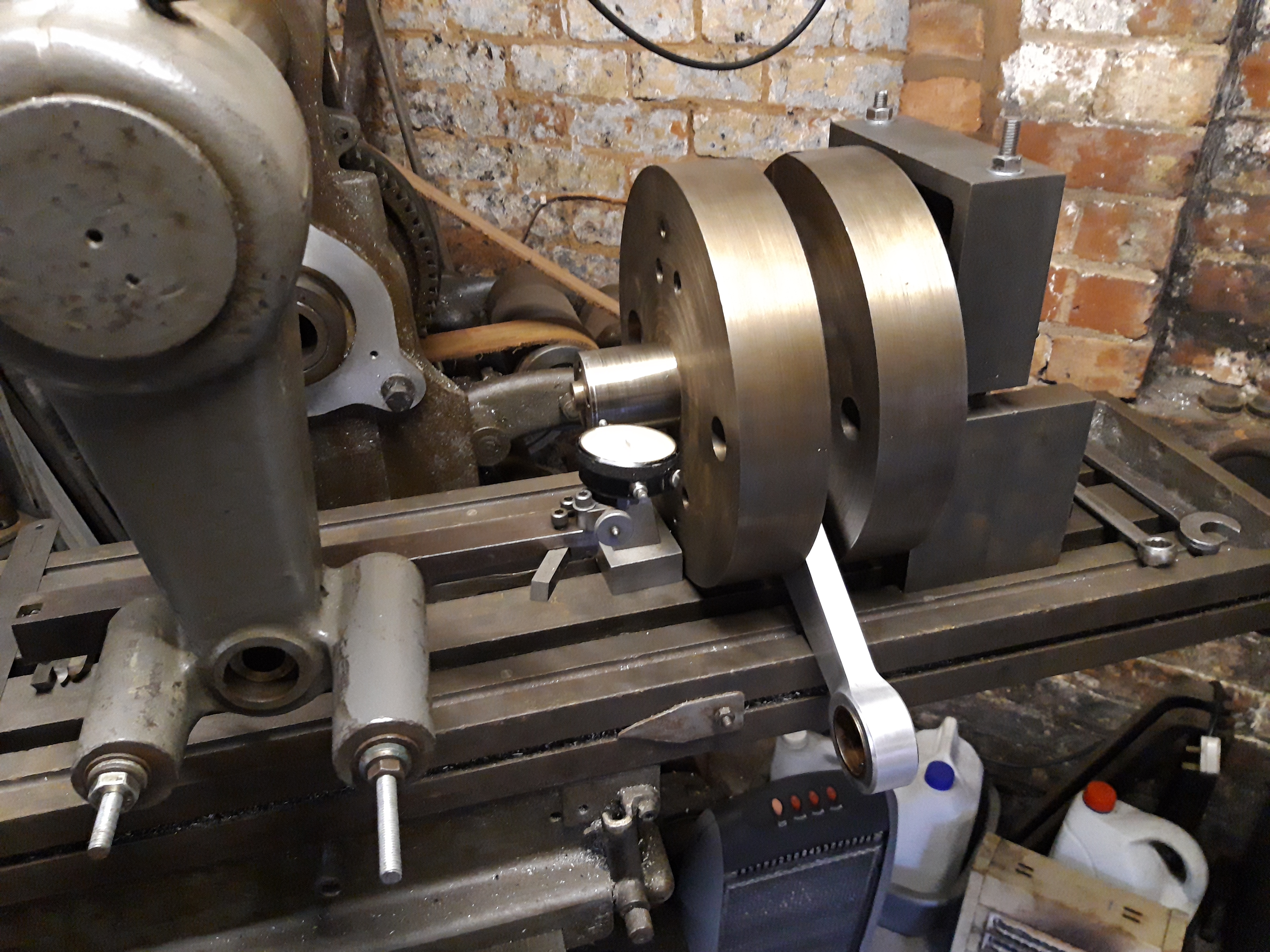
However, while it’ll just about fit (the Churchill has a 12" throw) I don’t want to tie up such a useful machine for any length of time. A quick call to Matt and a spare motor was dropped round a few minutes later! Got to love having a good engineering mates community:-)
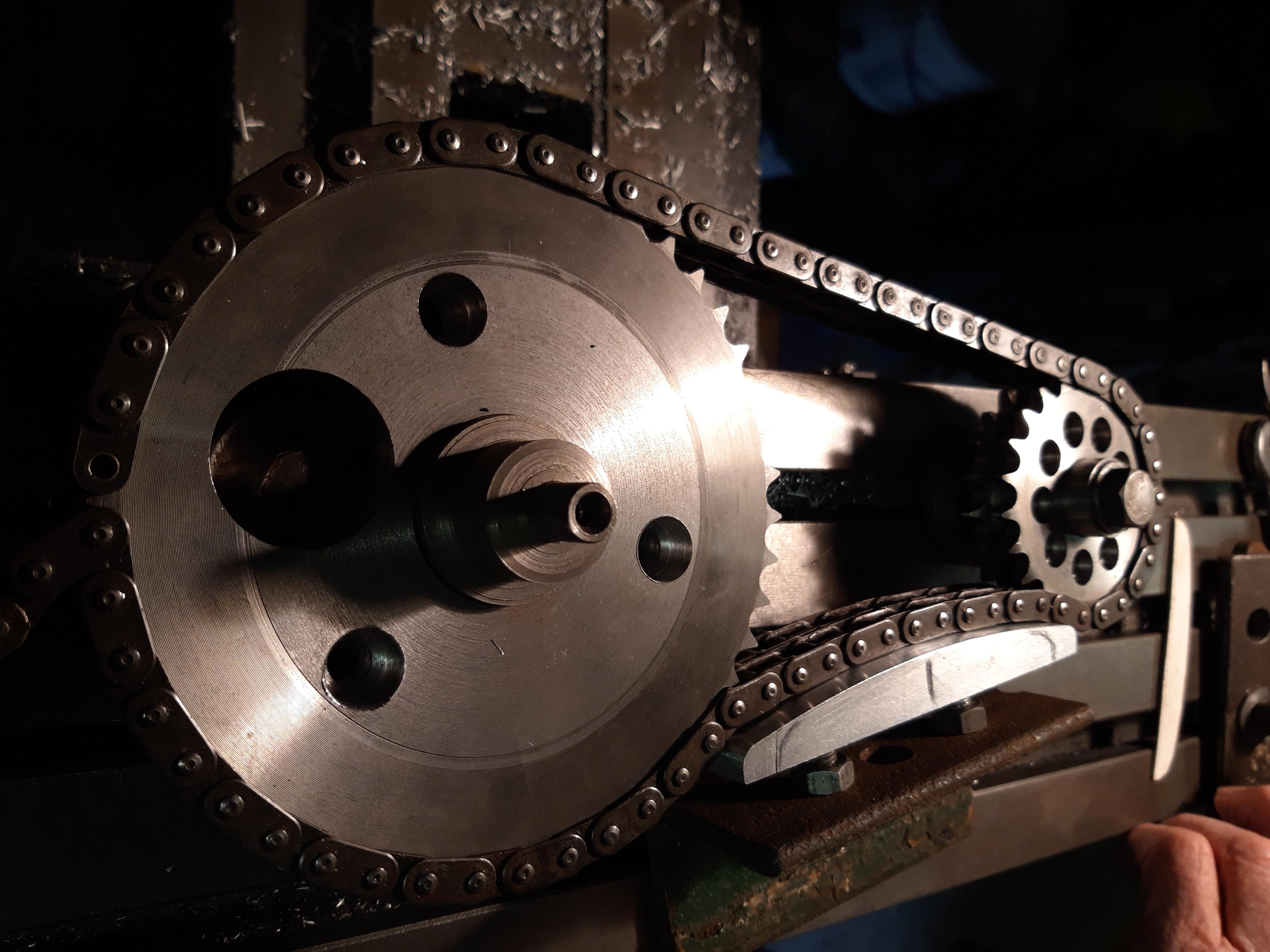
The motor is flange mounted and happens to rotate the same way that the engine will. So, with a bit if cobbling around I should be able to make a test bench and drive the torque converter (Tc). The first thing I will be able to uncover is the direction the Tc is designed to rotate! I have a sneaking suspicion that it’s the ‘wrong’ way, i.e. opposite to the engine. Time will tell…