Well not yet, but one set of cases has been drilled and assembled by the shed faires. They were busy while I was on holiday!
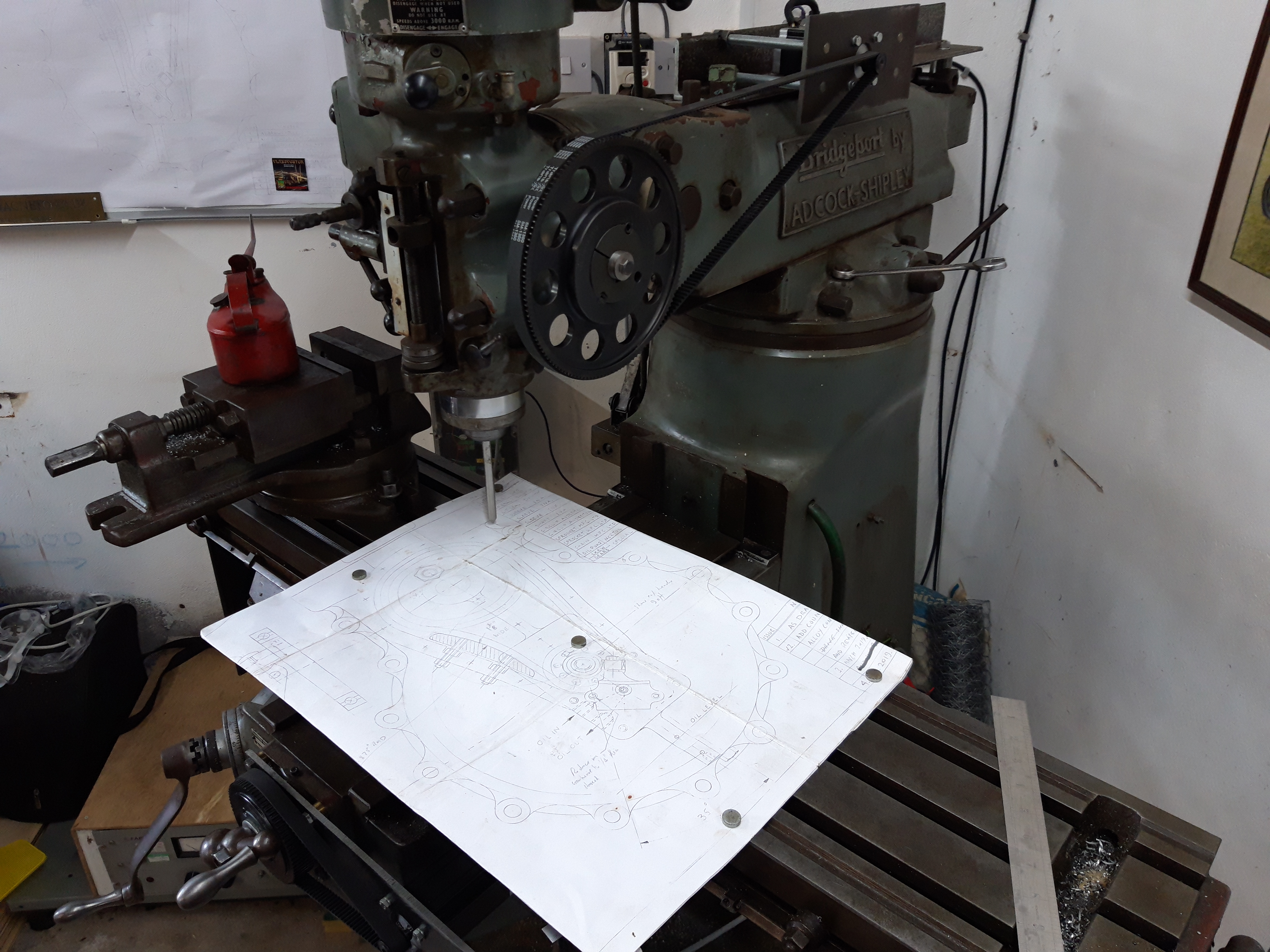
The machine in the background is the Denbigh Mill. It has the capacity to machine the bore and face off the throat, which even the Bridgeport won’t manage.
It’s an old machine and in breach of just about every health and safety regulation ever written! (So I tend not to use it). But with common sense and due care ut should do a good job for us.
In parallel I’ve been facing the timing cover, which is quite tricky to mount – but one I have a flat face the rest should be easier. Making 2 complete sets of cases isn’t much extra work, and a spare set will definitely be worth having.
(They’ll make a good ornament/doorstop at least!).